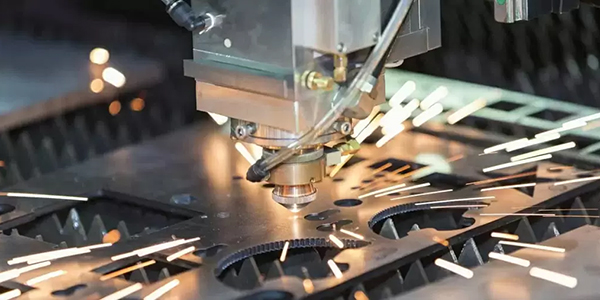
હાઇ સ્પીડ લેસર કટીંગ
અમે લેસર કટીંગ અને પ્રોસેસિંગ વેર રેઝિસ્ટન્ટ, આર્મર અને હાઇ સ્ટ્રેન્થ લો એલોય મટિરિયલ્સમાં નિષ્ણાત છીએ. હાર્ડોક્સ (મોટાભાગના ગેજ સ્ટોકમાં રાખવામાં આવ્યા છે), વેલ્ડોક્સ, એબ્રાઝો, આર્મોક્સ અને ઇન્વાર અને એબ્રો જેવા ગ્રેડ 25 મીમી જાડા સુધી પ્રોસેસ કરી શકાય છે.
ઝડપી પ્રક્રિયાને સરળ બનાવવા માટે અમારી પાસે આ સામગ્રીનો મર્યાદિત સ્ટોક છે. અમે ડોમેક્સ અને હાર્ડોક્સ મટિરિયલનો એક્સ સ્ટોક રાખીએ છીએ અને નિયમિતપણે આ સામગ્રી પર પ્રક્રિયા કરીએ છીએ.
વધુ વિગતો અને વર્તમાન સ્ટોક ઉપલબ્ધતા માટે કૃપા કરીને કૉલ કરો.
વોટરજેટ કટીંગ
અમારી વોટરજેટ કટીંગ સિસ્ટમ 50,000 psi પર પાણી અને ટાઇટેનિયમ સહિત લગભગ કોઈપણ સામગ્રીને કાપવા માટે ઘર્ષક ગાર્નેટનો ઉપયોગ કરે છે! ઇન્ટેન્સિફાયર પંપ 150 હોર્સપાવર પ્રદાન કરે છે, જે જાડા સામગ્રી પર વધુ સારી કામગીરી આપે છે. વોટરજેટના કેટલાક ફાયદાઓમાં શામેલ છે: શ્રેષ્ઠ આકાર કાપવાની ક્ષમતા. ફોમ રબર, સિરામિક ટાઇલ, માર્બલ અને કાચ જેવી અન્ય પદ્ધતિઓ ન કરી શકે તેવી સામગ્રીને કાપે છે. વિવિધ પ્રકારની સામગ્રીને સરળતાથી હેન્ડલ કરે છે. ± 0.005" પોઝિશનિંગ ચોકસાઈ. પ્રીડ્રિલિંગ એન્ટ્રી હોલને દૂર કરે છે. અન્ય પદ્ધતિઓ કરતાં ઓછી શ્રમ-સઘન. અત્યંત જાડા સામગ્રીને કાપી શકે છે (અમે 8" જાડા તાંબાને કાપી નાખ્યું છે!).

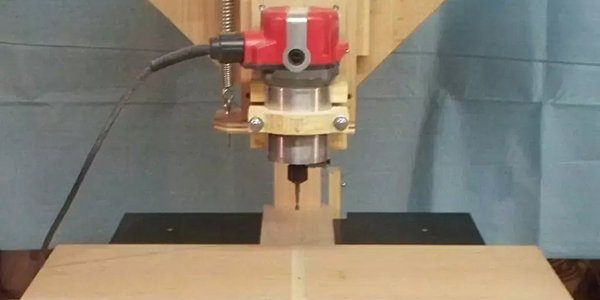
વર્ટિકલ રાઉટર
ફેડરેટ્સને પ્રતિ મિનિટ 3,150 ઇંચ સુધી કાપવા.
• એલ્યુમિનિયમ, SS, CS અને એલોય સ્ટીલ પર પ્રક્રિયા કરવાની સૌથી ઝડપી રીત.
૭૨" x ૧૪૪" ટેબલ, જેમાં ૮૪" x ૧૪૦" વર્ક એન્વલપ અને ૧૫" z-અક્ષ ટ્રાવેલ છે.
• ૬' x ૧૨' સુધીના જાડા પદાર્થો અને ભાગોનું મશીનિંગ કરી શકાય છે.
મશીનમાં ઉપયોગમાં લેવાતી મુશ્કેલ સામગ્રી માટે ફ્લડ શીતક સિસ્ટમ
• વધુ ઝડપ અને ફીડ દર આપે છે, ટૂલનું જીવન વધે છે, ભાગ ખર્ચ ઘટાડે છે.
• સ્ટેનલેસ સ્ટીલ અને ટાઇટેનિયમનું મશીનિંગ કરવામાં સક્ષમ.
20-હોર્સપાવર, HSK 63A લિક્વિડ-કૂલ્ડ સ્પિન્ડલ થ્રુ-ધ-ટૂલ કૂલિંગ અને ઇન્ટિગ્રેટેડ ડાયનેમિક ટૂલ ચેન્જર સાથે.
• અદ્યતન ટૂલિંગ હોલ્ડિંગ સિસ્ટમ.
• ટૂલ દ્વારા કૂલિંગનો અર્થ એ છે કે ઊંડા ડ્રિલિંગ કામગીરી ઝડપી બને છે.
• ૧૨ ટૂલ સ્ટેશનો લગભગ કોઈપણ કામને રિટૂલિંગ વગર મશીન કરવાની મંજૂરી આપે છે.
૪૦-હોર્સપાવર હાઇ-ફ્લો વેક્યુમ પંપ.
• ખૂબ જ વધારેલ વેક્યુમ જાડી પ્લેટો અથવા ઘણા નાના ભાગોને સ્થાને રાખવામાં મદદ કરે છે.
± 0.0004" (0.01mm) એકદિશાત્મક પુનરાવર્તિતતા અને ± .0025" ગોળાકારતા.
• ખૂબ જ સચોટ રીતે તૈયાર ભાગો.
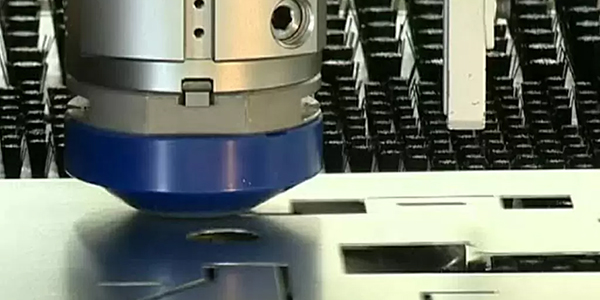
હાઇ ડેફિનેશન પ્લાઝ્મા કટીંગ
પ્લાઝ્મા કટીંગને લાંબા સમયથી ઓક્સિ-ફ્યુઅલ અને લેસર પ્રોફાઇલિંગના ઓછા ખર્ચે વિકલ્પ તરીકે જોવામાં આવે છે જ્યાં કટ એંગલ કોઈ સમસ્યા નહોતી. ઉચ્ચ ચોકસાઇ/હાઇ ડેફિનેશન પ્લાઝ્મા પ્રક્રિયામાં તાજેતરના વિકાસથી પ્લાઝ્મા કટીંગની ગુણવત્તા અને ક્ષમતાઓમાં નોંધપાત્ર સુધારો થયો છે, જે તેને પહેલા કરતાં વધુ બહુમુખી અને સચોટ વિકલ્પ બનાવે છે.

એપ્લિકેશન યોગ્યતા
પ્લાઝ્મા કટીંગ વિવિધ સામગ્રી માટે યોગ્ય છે, ખાસ કરીને હળવા સ્ટીલ અને સ્ટેનલેસ સ્ટીલ માટે જે ઉત્તમ ધાર પૂર્ણાહુતિ આપે છે.
હવે નિયંત્રણ પ્રણાલીઓમાં સુધારાઓનો અર્થ એ છે કે હળવા સ્ટીલમાં 1mm થી 50mm સુધીની સામગ્રી અને જાડાઈની શ્રેણી માટે શ્રેષ્ઠ કટીંગ કામગીરી (પ્લાઝ્મા યુનિટની શક્તિ પર આધાર રાખીને) પ્રાપ્ત કરી શકાય છે.
કટીંગ સ્પીડ, ગેસના પ્રકારો અને ગેસ પ્રેશર જેવા વિવિધ પ્રકારની સામગ્રી અને જાડાઈને કાપવા સાથે સંકળાયેલા પરિમાણો હવે સાધનો દ્વારા આપમેળે નિયંત્રિત કરી શકાય છે, જે સતત ઉચ્ચ કટ ગુણવત્તા સુનિશ્ચિત કરે છે. વપરાશકર્તાઓ પાસે હવે અન્ય કટીંગ પ્રક્રિયાઓ માટે ખરેખર ખર્ચ-અસરકારક વિકલ્પ છે.
સીએનસી પંચ
CNC પંચિંગ શીટ મેટલનું કામ CNC પંચ ટૂલ્સ અને CNC પંચ પ્રેસનો ઉપયોગ કરીને કરવામાં આવે છે. કમ્પ્યુટર ન્યુમેરલી કંટ્રોલ્ડ (CNC) પંચિંગ એ એક ઉત્પાદન પ્રક્રિયા છે જે CNC પંચ પ્રેસ દ્વારા હાથ ધરવામાં આવે છે. આ મશીનો સિંગલ હેડ અને ટૂલ રેલ (ટ્રમ્પફ) ડિઝાઇન અથવા મલ્ટી-ટૂલ ટરેટ ડિઝાઇન હોઈ શકે છે. મશીન મૂળભૂત રીતે ધાતુની શીટને x અને y દિશામાં ખસેડવા માટે પ્રોગ્રામ કરેલ છે જેથી શીટને મશીનના પંચિંગ રેમ હેઠળ ચોક્કસ રીતે સ્થિત કરી શકાય જે છિદ્ર પંચ કરવા માટે તૈયાર છે.
મોટાભાગના CNC પંચ પ્રેસ માટે પ્રોસેસિંગ રેન્જ 0.5mm થી 6.0mm જાડાઈની હોય છે જેમાં સ્ટીલ, ઝિન્ટેક, ગેલ્વ, સ્ટેનલેસ સ્ટીલ અને એલ્યુમિનિયમ સહિત વિવિધ સામગ્રીનો સમાવેશ થાય છે. હોલ પંચ્ડની પસંદગી વર્તુળ અથવા લંબચોરસ જેટલી સરળ હોઈ શકે છે જે ચોક્કસ કટ આઉટ ડિઝાઇનને અનુરૂપ હોય છે. સિંગલ હિટ્સ અને ઓવરલેપિંગ ભૂમિતિના સંયોજનનો ઉપયોગ કરીને, જટિલ શીટ મેટલ ઘટક આકાર ઉત્પન્ન કરી શકાય છે. મશીન શીટની બંને બાજુએ ડિમ્પલ્સ, ટેપ્ટાઇટ® સ્ક્રુ થ્રેડ પ્લંજ અને ઇલેક્ટ્રિકલ નોકઆઉટ વગેરે જેવા 3D સ્વરૂપોને પણ પંચ કરી શકે છે, જેનો ઉપયોગ ઘણીવાર શીટ મેટલ એન્ક્લોઝર ડિઝાઇનમાં થાય છે. કેટલાક આધુનિક મશીનોમાં થ્રેડોને ટેપ કરવાની, નાના ટેબ્સને ફોલ્ડ કરવાની, કોઈપણ ટૂલ સાક્ષી ચિહ્નો વિના શીર્ડ ધારને પંચ કરવાની ક્ષમતા હોઈ શકે છે જે મશીનને ઘટક ચક્ર સમયની અંદર ખૂબ ઉત્પાદક બનાવે છે. ઇચ્છિત ઘટક ભૂમિતિ બનાવવા માટે મશીનને ચલાવવાની સૂચનાને CNC પ્રોગ્રામ તરીકે ઓળખવામાં આવે છે.